- COMSOL News 2025
- COMSOL News Special Edition: Food Industry
- COMSOL News 2023
- COMSOL News 2022
- COMSOL News 2021
Prédire en Fabrication Additive grâce aux Applications de Simulation
Des ingénieurs de l’Industrial Technology Research Institute ont conçu une application de simulation pour prédire les performances de la fusion laser sur lit de poudre, un procédé de fabrication additive. L'application permet de réduire le temps et les coûts nécessaires à la fabrication d’un injecteur imprimé en 3D pour les moteurs de fusée hybrides de Taiwan Innovative Space.
Par Brianne Christopher
Octobre 2020
L’Industrial Technology Research Institute (ITRI) de Taïwan fournit des services de conception de modèles originaux d’impression 3D (ODM) et de simulation à Taiwan Innovative Space (TiSPACE). Le procédé d'impression 3D d'un composant d'injecteur de carburant utilisé dans les moteurs de fusée hybrides TiSPACE avait bien démarré. Le laser faisait fondre et fusionner la première couche de poudre sur la plaque de fabrication, la couche de poudre suivante s’étalait bien sur la première couche, et le laser faisait fondre et fusionner cette nouvelle couche. La fabrication se poursuivit ainsi, couche après couche, sans problème. Soudain, l'étalement se bloqua. La chaleur du laser avait conduit à un gradient de température dans le matériau, et la thermo-dilatation à une déformation des couches telle que tout s’arrêta.
Les ingénieurs essayèrent à nouveau. Cette fois, la fabrication fut menée à bout, mais le résultat final conduisit à un injecteur tellement déformé qu’il était inutilisable. L’équipe essaya une troisième fois. Puis une quatrième fois.
Les ingénieurs se rendirent compte qu'ils devaient optimiser l’ensemble des paramètres du procédé pour réussir la fabrication, mais que l'approche essais & erreurs était une perte de temps, d'efforts et de coûts...
Un procédé de fabrication additive intuitif et rentable
La fusion laser sur lit de poudre (LPBF) est un type de fabrication additive (AM) dans lequel un laser fait fondre et fusionner la poudre. La LPBF est une appellation générique qui inclut d’autres procédés tels que la fusion sélective au laser (SLM), le frittage sélectif au laser (SLS) et le frittage direct de métal au laser (DMLS), entre autres. Pendant la LPBF, une fine couche de matériau en poudre, généralement de 30 à 50 μm, est étalée sur une plate-forme de fabrication. Un laser fusionne la première couche, puis un dispositif étale la couche de poudre suivante sur la première couche. Et ainsi de suite jusqu'à ce que la pièce ou le composant soit complètement construit. (Dans une variante du procédé, un faisceau d'électrons est utilisé à la place d'un laser et la fabrication se fait sous vide).
La LPBF permet aux fabricants de réaliser des formes complexes, en partie grâce à la haute résolution du laser. Un autre avantage de ce type d'AM est que la poudre inutilisée d'une production peut être réintégrée dans la machine et utilisée pour fabriquer autre chose. Ce qui rend l'AM plus rentable que certains autres types de procédés de fabrication qui gaspillent de la matière. En raison de ces avantages, la LPBF est utilisée dans divers types de fabrication, notamment dans l'industrie aérospatiale, automobile et médicale. Elle est également courante dans les traitements dentaires et la fabrication de bijoux.
Cependant, la LPBF comporte son lot de défis. Tout d'abord, le procédé implique un chauffage laser très localisé, qui entraîne un gradient thermique important dans le matériau. Ce gradient peut induire une contrainte thermique résiduelle et une déformation au sein des couches lors de l'impression de la pièce. Si cette déformation résiduelle devient excessive, elle peut bloquer le processus d’étalement de la poudre couche par couche, ce qui met fin à l'ensemble du procédé de fabrication. Le processus doit alors être relancé, ce qui entraîne une perte de temps et un coût financier. Un autre risque est que la pièce finale puisse également être déformée par rapport à la géométrie souhaitée, parfois au-delà des limites acceptables pour l'utilisateur final.
Utilisation de la LPBF pour la fabrication d'un composant de moteur de fusée
L'ITRI étudie le processus de la LPBF afin de trouver un équilibre entre les contraintes de coût et de temps et la nécessité d’obtenir des produits finaux de qualité. Chercheurs au System Innovation Department de l’AM, plus précisément au Laser and Additive Manufacturing Technology Center (LAMC) de l'ITRI, les ingénieurs Wai-Kwuen Choong et Tsung-Wen Tsai, et le directeur Steven Lin, optimisent le procédé LPBF pour la fabrication d'un composant d'injecteur imprimé en 3D (3DP) pour les moteurs de fusée hybrides TiSPACE (Figure 1). L'injecteur 3DP est conçu par TiSPACE pour améliorer l'efficacité du mélange des propergols hybrides du moteur et utiliser une conception optimisée pour les écoulements des fluides. L'ITRI a encore amélioré la conception en utilisant la fabrication additive (DFAM). Comme l’explique Wai-Kwuen Choong, "Le canal d'écoulement interne est complexe et les caractéristiques consolidées des composants de cette pièce en font une excellente démonstration de la technologie LPBF."

Il est important de tenir compte des défis de conception associés aux LPBF lors de la fabrication de l'injecteur. Dans une pièce de cette taille, généralement d'environ 110 mm x 110 mm x 170 mm, l'accumulation de contraintes thermiques est inévitable et peut entraîner une grande déformation résiduelle dans la direction z, la direction axiale de l'injecteur. Cette déformation peut — et a — provoqué le blocage de l’étalement de la poudre et l'arrêt du système. En optimisant le procédé LPBF pour éviter la déformation, L’ITRI et TiSPACE réduisent le temps et les coûts de production.
Prévoir les résultats finaux grâce à la simulation en mécanique
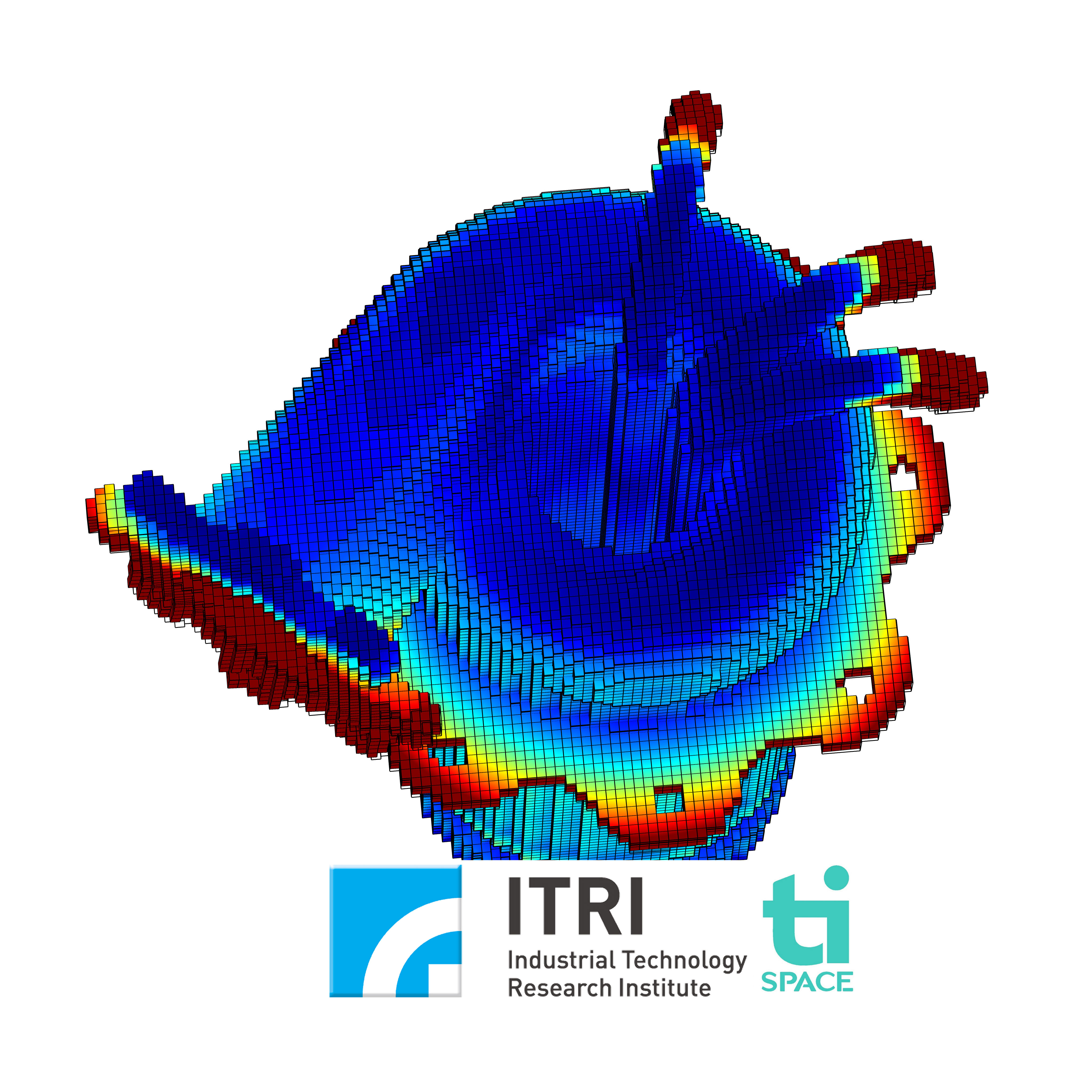
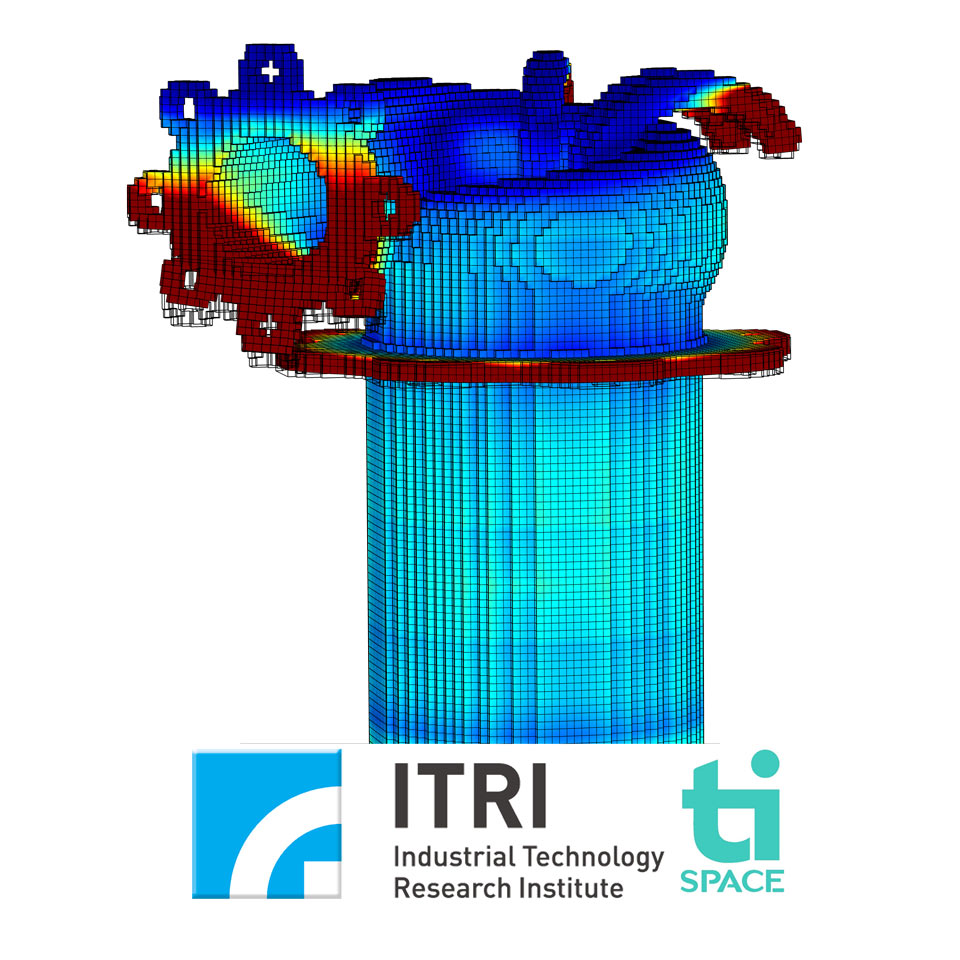
En règle générale, le résultat du procédé LPBF est prévu à l'aide de règles empiriques simplifiées et d’une méthode essais & erreurs. Un exemple est la règle des 45°, une règle simple et communément acceptée dans le domaine de la fabrication additive, selon laquelle une géométrie doit éviter de comprendre des angles supérieurs à 45° en avancée, sinon ce n'est pas un bon candidat pour de l'impression 3D. En effet, la couche à imprimer dépasserait par rapport à la couche inférieure et la nouvelle couche ne bénéficierait pas d'un support suffisant. Cette règle n’est pas utile pour des géométries complexes comme celle de l'injecteur 3DP, et les essais et erreurs peuvent donc rapidement absorber le temps et les coûts de fabrication d’un tel projet. Pour y remédier, l'ITRI utilise le logiciel de simulation COMSOL Multiphysics® pour prévoir la contrainte résiduelle et la déformation de la pièce fabriquée (Figure 2).
Pour prévoir les gradients thermiques à l’origine des contraintes et des déformations dans la fabrication de l'injecteur, l'équipe a implémenté la méthode des déformations intrinsèques (inherent strain method) dans ses premières simulations. Cette méthode a d'abord été définie pour prédire rapidement les contraintes et déformations résiduelles dans les problèmes de soudage, mais elle est également de plus en plus utilisée pour résoudre les problèmes de fabrication additive pour les métaux.
L'équipe a utilisé l'Interface Solid Mechanics du Module Structural Mechanics pour effectuer une analyse thermomécanique. Ils ont estimé les contraintes et les déformations résiduelles dans la pièce fabriquée. Pensée pour la modélisation de la fabrication additive, la Fonction Activation du logiciel COMSOL® est idéale pour modéliser la répétition, l'addition et la fusion couche par couche impliquées dans les LPBF. Ils ont également utilisé le Module Optimization pour optimiser l'orientation de la pièce et le support du composant pendant la fabrication.
Mise en place de l’application ITRI AMSim en fabrication
L'équipe de l'ITRI a utilisé la simulation pour prédire avec succès les résultats des contraintes et des déformations pendant le procédé LPBF, mais il restait encore un problème : Les ingénieurs de fabrication des systèmes AM qui déploient le procédé LPBF ne sont généralement pas familiarisés avec la simulation. Embaucher un spécialiste de la simulation ne ferait qu'augmenter le temps et le coût du projet. Alors que faire ?
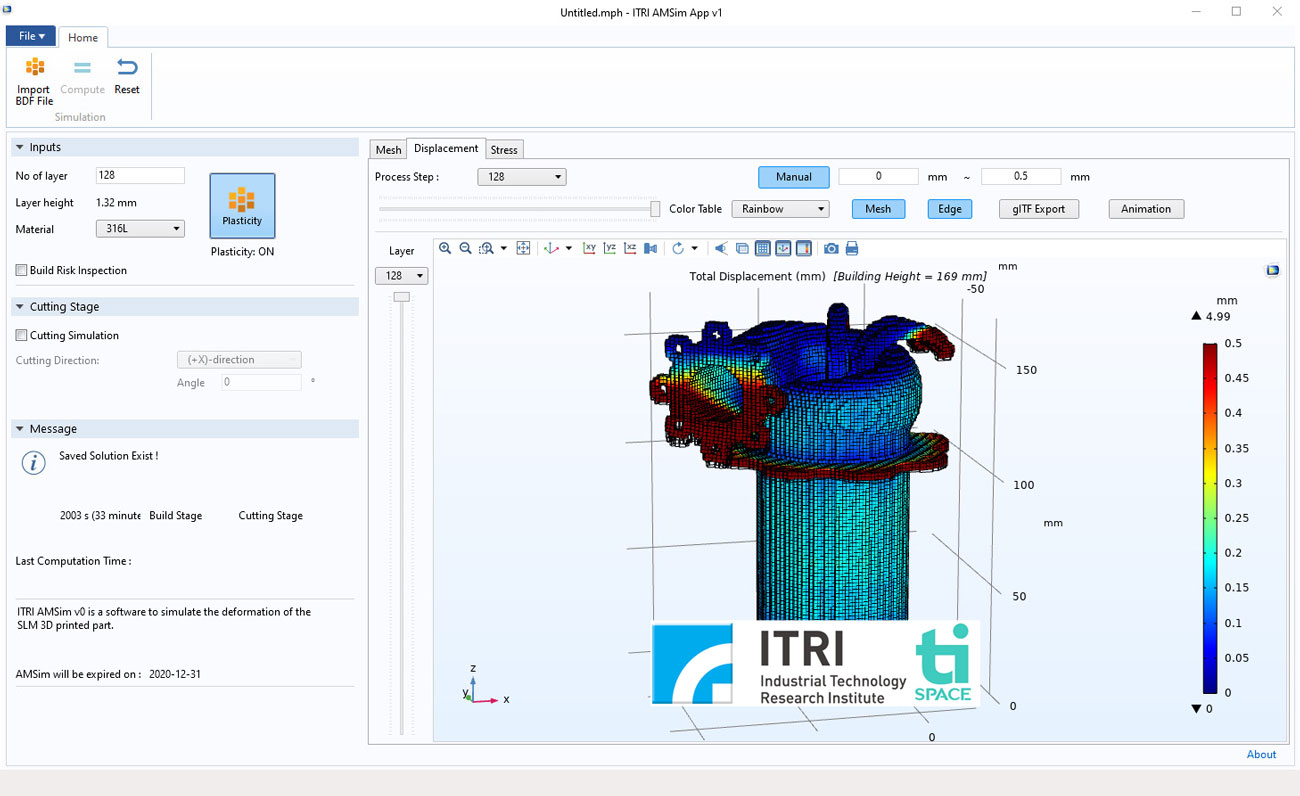
L'équipe a conçu une application de simulation (Figure 3) avec une interface utilisateur intuitive et des entrées et sorties spécialisées à partir de leur modèle LPBF, qu'elle a baptisée ITRI AMSim App. Les applications peuvent être construites sur la base de modèles existants avec l'Application Builder de COMSOL Multiphysics®. L'application de simulation permet aux ingénieurs procédés de prédire et d'évaluer les caractéristiques de fabrication pour un procédé de production optimisé. Elle comprend des entrées pour un fichier STL, des lois de comportement matériau élastique ou élastoplastique (disponible avec le Module Nonlinear Structural Materials) , et permet de choisir d'activer ou de désactiver la simulation du procédé de coupe, ou le retrait de la plaque de base. Elle comprend également un choix de cinq matériaux différents pour les poudres : Ti 6Al-4V, un alliage de titane ; MP1, un alliage de CoCrMo; PH1 et 316L, des aciers inoxydables; et AlSi10Mg, un alliage d’aluminium. Les sorties de l'application sont les données dont les ingénieurs procédés ont besoin sur le terrain, comme les déplacements et la répartition des contraintes résiduelles pendant la phase de production et après la découpe.
Les entrées de l'application sont basées sur une calibration expérimentale, que l'équipe de l'ITRI a effectuée via différentes mises en œuvre du procédé de fabrication pour extraire le bon vecteur de contrainte intrinsèques. Ce vecteur, ou les composantes de ce vecteur, changent en fonction du matériau en poudre et des paramètres du laser, tels que la puissance du laser, la taille de son faisceau, la vitesse de balayage, la taille du hayon, entre autres.
L'application a été compilée en un exécutable autonome à l’aide de COMSOL Compiler™. L'application compilée a été distribuée aux ingénieurs procédés et peut être exécutée sans licence COMSOL Multiphysics® ou COMSOL Server™. L'équipe de l'ITRI gère en fait indépendamment la distribution de ses applications, comme par exemple de les proposer aux utilisateurs pour une période d'essai de trois mois.
Interrogé sur les avantages de l'utilisation des applications de simulation pour le projet commun entre l'ITRI et TiSPACE, Choong a souligné le gain de temps et financier, ajoutant que "tout revient au final à une question de coût".
Gagner du temps et réduire les coûts grâce aux applications
Avant la création et le déploiement de l'AMSim, la fabrication de l'injecteur 3DP à TiSPACE a été démarrée et interrompue à quatre reprises par une méthode de type essai & erreur. À chaque fois, le procédé a échoué, soit parce que l’étalement de la poudre s’est bloqué, soit parce que la pièce elle-même s'est cassée. Après la mise en place de l'AMSim, le temps total consacré aux tests de procédure a diminué de 75%%. L'application de simulation a permis à l'équipe de déterminer une zone à haut risque pour le composant et d'ajouter plus de supports lors de la réalisation, ce qui a permis de finalement réussir la fabrication. A noter, la mise en œuvre effective du procédé de AM pour tester la fabrication de la pièce prend environ une semaine, alors que la simulation de l'application prend moins d'une heure.
La prise en compte des coûts de main-d'œuvre, des machines et des matériaux de ces essais comparée aux coûts d'exécution de l'application de simulation permet d’estimer une réduction des coûts de 83.3%%.
Enfin, le temps nécessaire pour fabriquer l'injecteur 3DP par AM, en comparant simulation et tests, est réduit de 99%%.
Projets futurs pour l'amélioration des applications
L'équipe ITRI prévoit d'améliorer AMSim, qui a déjà bénéficié de trois mises à jour, avec de nouvelles fonctions pour l'étalonnage des matériaux, ainsi que des fonctionnalités pour détecter les surcouches lors de l’étalement de la poudre et simuler les structures de soutien, entre autres. Ils espèrent que l'ajout de fonctions plus avancées mais plus conviviales rendra l'application encore plus efficace et rentable qu'elle ne l'est déjà, ce qui améliorera encore le retour sur investissement pour les utilisateurs débutants dans le secteur de l’AM en réduisant la durée d'apprentissage.
Avec l'application AMSim de l'ITRI, prévisions précises du procédé d'impression 3D et production sans échec deviennent effectifs.
Téléchargement
- CN20_ITRI.pdf - 0.69MB